-
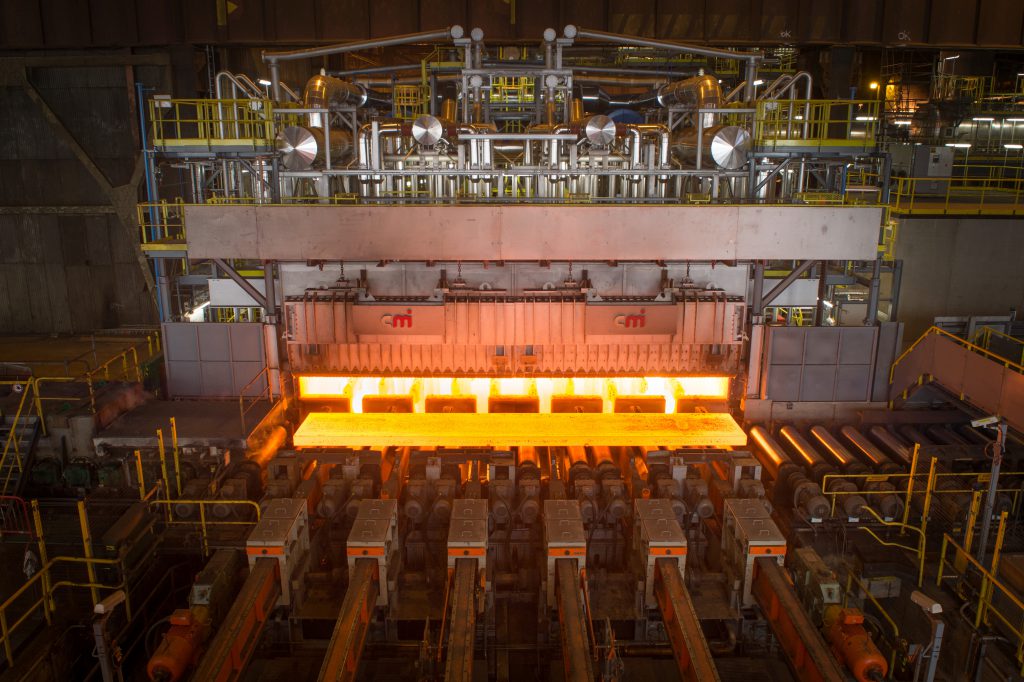
Hot strip mill
Around a third of the products we send out to our customers, are hot rolled. In the hot strip mill (Ghent), slabs coming from the continuous caster are rolled out to steel plates with a thickness of around 1.25 to 13mm
How does this work?
First, the slabs coming from the continuous caster are pre-sorted in the slab yard. Any surface faults are removed by oxygen-natural gas torches.
Before we can start rolling out the slabs, they need to be heated until they reach a temperature of around 1.000° to 1.270° C. This is done in the reheating furnaces of the hot strip mill.
A slab coming out of the furnace has a scale layer that needs to be removed before it can be rolled. The breaking and removing of the scale layer is done by a scale breaker, with its water jets that release a pressure of 120 bar onto the slab.
Afterwards, the slab is rolled out in several steps. It is conveyed through a reversing roughing mill and a continuous rougher. These reduce the thickness of the slabs to approximately 3cm.
In the finishing mill, we reach our final thickness. Before entering the mill, the scale layer is once again removed. The slab then goes through seven adjacent rolling stands. Every stand making the steel strip thinner and longer. When leaving the finishing mill, the thickness, width, profile, flatness and temperature of the strip is measured.
Before coiling, the steel is cooled by a low-pressure water beam so that it gets to the correct temperature. We then coil it, give it a strap, weigh it and give the coil an identification number via the automatic marking machine.
One third of the hot stripped coils are delivered directly to our customers. Two thirds are sent to our cold rolling mills.
-
Production process
Before
Afterwards
![]()
![]()